Precision-engineered implants and instruments for superior clinical outcomes.
An Industry Whitepaper on Quality, Innovation, and Global Supply Chains
In the evolving landscape of global orthopedics, Total Hip Replacement (THR) remains one of the most successful surgical interventions in medical history. As the global population ages and the demand for mobility-enhancing surgeries rises, the role of OEM/ODM Total Hip Replacement manufacturers has become critical. This whitepaper explores the intersection of high-precision engineering, stringent regulatory compliance, and the strategic advantages of integrated supply chains in China and beyond.
The global hip reconstruction market is projected to grow at a CAGR of 5.4% over the next decade. Modern manufacturing is shifting from standard "off-the-shelf" components to patient-specific implants (PSI) and advanced surface coatings like porous titanium and Hydroxyapatite (HA), which enhance osseointegration.
We are entering the era of Smart Implants. The roadmap includes the integration of embedded sensors for post-operative monitoring, the use of PEEK (Polyetheretherketone) for metal-free alternatives, and 3D additive manufacturing for complex acetabular cup geometries that mimic trabecular bone structure.
China has evolved from a low-cost production hub to a high-tech manufacturing powerhouse. With complete ecosystem integration—from raw titanium sourcing to advanced CNC machining and sterile packaging—China-based factories offer unmatched lead-time efficiency and scalability for global OEM partners.
For a medical device manufacturer, E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) is not just an SEO concept; it is a life-saving requirement. Total Hip Replacement systems must adhere to the strictest global standards, including the EU's MDR (Medical Device Regulation) and the US FDA's 510(k) clearances.
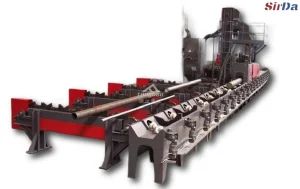
Direct insight into our high-precision production facilities.
We are most reputed manufacturers/exporters of Orthopedic Implants and Instruments & Star Export House company certified by Government.
We are exporting to more than 80 countries worldwide & pride ourselves on Superior Quality and Competitive Pricing, and we operate under a quality system that complies with ISO 9001:2015, EN ISO 13485:2016, CE & WHO: GMP Compliance. Many reputed companies in Europe and USA regularly buy from us.
Unlike many of our competitors, we don't compromise on quality in exchange for a cheaper price !! We believe human life is invaluable !! We understand your requirements, we recognize your needs! Come partner with us...
We have a highly equipped R&D lab and stringent quality control standards to ensure quality of our products as per international standards. Quality Control at Narang Medical starts from the raw material stage. This makes it possible for us to control the quality of every component that goes into manufacture of the finished product.
Our R&D team consists of highly qualified engineers who persistently conduct research and constantly seek feedback from the customers as they create new designs to meet the future needs of Orthopedic Surgeons worldwide. We are thus considered as a top Trauma & Orthopedic Implants company.



Automatic Slitting

CNC Lathe

Laser Engraving

Grinding

Ultrasonic Clearing

Fatigue Tester

Torsion Tester

ONH Series Analyzer
Addressing the core concerns of global orthopedic procurement officers.
Ensuring accessibility to high-quality orthopedic care worldwide.